Silver Leaded Components & Soldering Profile
Abstract:
This technical note applies to components that require storage in Vacuum Sealed Bags due to Silver Platinum (AgPt) terminations or contacts.
Storage:
Silver Leaded components should not be exposed to moisture and air contaminants, such as sulfur and chlorine, which may adversely affect device solderability and electrical performance
The appearance of lead/pad tarnish can range from a slight discoloration of the leads to leads turning completely black.
Vacuum packaging is mandatory if device soldering will not occur within 168 hours after opening the Johanson Technology vacuum pack. If cumulative exposure outside a vacuum sealed container is 168 hours or longer, it may adversely affect the components’ solderability and electrical performance; therefore, AgPt leaded parts require vacuum sealing during periods of storage. It is recommended that a control log of exposure to air be maintained.
As preventative measure, a desiccant is placed at the bottom corner of every vacuum sealed bag at time of shipment.
A Caution label (Figure 1) is placed on the outside of the vacuum bag and on the reel to make the user aware of the special handling and storage conditions.
The shelf life of the packaged component is 18 months

Soldering Profile:
Typical Soldering Profile for Solderable Silver (Ag) Terminated Components:**
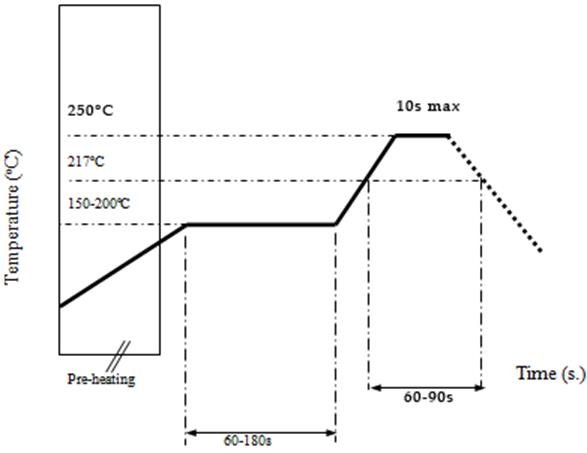
**Johanson Technology’s P/N’s with Solderable silver Terminations.
| 0433BM15A0001 | 0868BM15C0001 | 0892DP15B1850 | 0892LP07A0136 |
| 0896BL14B050 | 0896BM15B0016 | 0900BL15A100 | 0900BL15C050 |
| 0915BM15A0001 | 1200BP44A575 | 1200LP41B0500 | 1200LP41C0500 |
| 1400BP41A0550 | 1810BP07B200 | 1900HP41B0500 | 1900HP41C0500 |
| 2025LP15A1225 | 1905BP18A0050 | 2450BM07A0004 | 2345FB39A0050 |
| 2450BL07A0100 | 2450BM15A0015 | 2450BM14E0007 | 2450BM15B0009 |
| 2450BP07A0100 | 2450BP08A0100 | 2450BP14D0100 | 2450BP14E0100 |
| 2450BP14F0100 | 2450BP15E0100 | 2450BP15F0100 | 2450BP15Q0100 |
| 2450BP39D100E | 2450BP15V0100 | 2450BP39D100C | 2450FB15A0100 |
| 2450BP39F100 | 2500BP15M400 | 2500FB16A0400 | 3350BP39A0500 |
| 2595FB16A0100 | 2600BP14M0200 | 3500FB39A0050 | 3600BP14M0600 |
| 3600BP15M600 | 0896FB15A0100 | 5400BP14A0950 | 5425BP15A1050 |
| 5525BP15B0750 | 2450BM08B0003 | 2450DP39K5400 | 2450DP39L5400 |
| 2450BL05A0100 | 2450FB15L0001 | 2450BM15B0003 | 0900PC15A0036 |
| 0845BL05A0100 | 0900FM15D0039 | 2025LP15B0145 | 2440AT62A0085 |
| 2440AT62B0085 | 2450BM14A0021 | 2450BP07C0100 | 2450BP08B0100 |
| 2450BP14G0100 | 2450BP14H0100 | 2450BP14J0100 | 2450FB14B0050 |
| 28R0BP44A1000 | 5235CR45A0180 | 5697CR45A0360 | 0900FM15D0039E |
| 5697CR45A0360E | 2440AT62A0085E | 2450FB15A050E | 5235CR45A0180E |
| 4700BP14A0600 | |||